Plywood for Beam Formwork: Soffit and Side Panel Spec, Pressure, and Reuse
How to spec plywood for concrete beam formwork: soffit versus side panels, 18 vs 21 mm, the higher concrete pressure in deep narrow forms, EN 636 class by reuse target, and stripping practice that protects the arrises.

The plywood structural-element guides usually stop at walls, columns, and slabs. Beams get skipped, even though a downstand beam is one of the harder forms to get right. It runs deep and narrow, the concrete pressure climbs fast, and the finished arris shows every bit of panel deflection. Forming it well starts with the right panel on the soffit and the sides.
This guide covers what plywood to use for the beam soffit and sides, how thickness interacts with the support layout, how to think about concrete pressure in a deep form, and how many pours you should expect.
Anatomy of a beam form
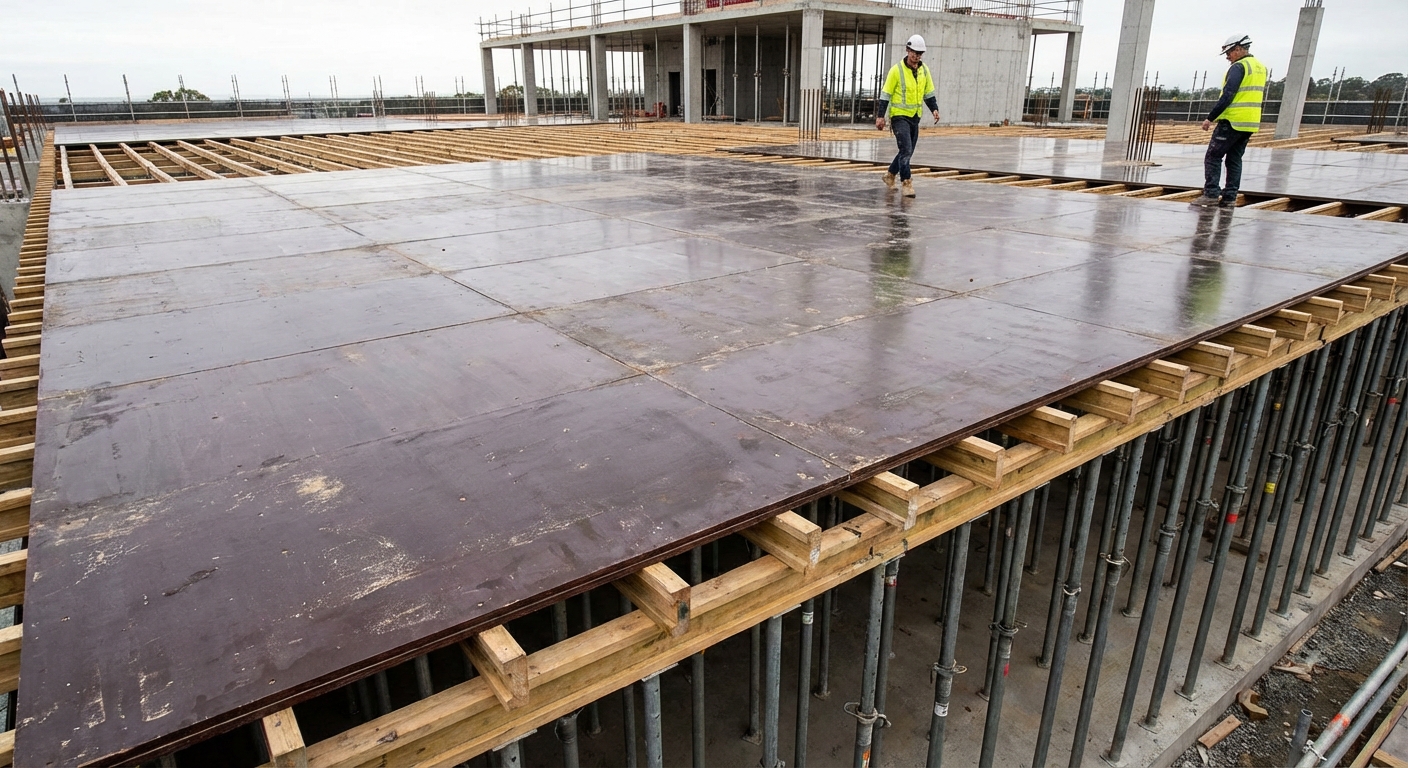
A beam form has four parts. The soffit is the bottom panel that carries the wet concrete and the foot traffic during the pour. Two side panels resist the lateral concrete pressure. A head or kicker locates the form. Underneath, H20 timber beams that support the form sit on adjustable props and carry the whole assembly.
Keep the two "beams" straight. The concrete beam is the structure you're casting. The timber H20 beams are the falsework members holding your plywood up. This article is about the plywood that shapes the concrete beam, not the joists under it.
Why beams are harder than walls
A wall form is wide and the pressure spreads. A beam form is narrow and deep, so the same head of concrete concentrates into a tighter section. Panel deflection that would vanish across a wide wall shows up on the finished beam as a bowed arris. The corners take the worst of it, and a panel that lifts or curls at the corner during the pour leaves a line you can't sand out.
The fix is rarely a thicker panel on its own. It's the backing. Adequate bearers behind the soffit, tight stud spacing behind the sides, and ties placed where the pressure actually peaks. The panel is one link in a chain that runs panel, bearer, tie, prop.
Soffit panel spec
The soffit carries vertical load plus the weight of workers walking the form during placement. Favour 18 to 21 mm film-faced plywood, edge-sealed on every cut. For a fair-face beam soffit that will be left exposed, a phenolic film face casts the cleanest surface and holds it across repeat pours.
The soffit also takes the most abuse on the strip cycle, because it's the panel a crew tends to lever against. We've seen soffit panels come back worn at the edges while their faces were still sound, which is a stripping-discipline problem, not a panel problem.
Side panel spec
The side panels resist lateral concrete pressure, and here the panel thickness is the wrong thing to fixate on. Tie spacing and stud backing drive the result more than the sheet alone. A 21 mm panel on widely spaced ties will deflect where an 18 mm panel on tight ties stays flat. Set the support layout first, then pick the panel to suit it.
Concrete pressure and deflection
Lateral pressure in a beam form rises with pour rate, lift height, and concrete temperature. A fast pour into a deep form generates the highest pressure at the base, which is exactly where the section is most confined. The numbers belong to your formwork designer. ACI 347 and CIRIA 108 set the pressure model, and the engineer who signs the form drawing owns the calc.
What the panel buyer needs to take from this: spec the support layout to the designed pressure, then choose a panel and thickness that won't deflect between supports at that pressure. Don't treat the plywood as the safety factor. It's the casting face, not the structural member.
Class 2 versus Class 3 for beams
Match the adhesive class to the pour programme.
| Panel | Core glue / class | Best for beams | Max reuse |
|---|---|---|---|
| Form Basic | WBP MUF, EN 636-2 / Class 2 | Short moderate runs | up to 10 reuses |
| Form Extra | WBP MUF (higher melamine content), EN 636-2 / Class 2 | Moderate programmes | up to 15 reuses |
| Pro Form | WBP phenolic (PF), EN 636-3 / Class 3 | High repetition, fair-face beams | up to 20 reuses |
A vocabulary note that matters here. "Melamine" in this table means the melamine-urea-formaldehyde core glue bonding the veneer plies, weatherable at EN 636-2. It is not the melamine decorative laminate from the cabinet trade, which is interior-only and never a forming panel. Form Extra outlasts Form Basic because of a more durable, higher-melamine-content MUF glue, not a heavier film. Both panels carry the same face film. For a Class 3 requirement on a fair-face or high-repeat beam, the panel is Pro Form, not Form Extra.
Reuse, stripping, and care
Reuse counts are maximums earned by handling, not floors promised by the label. Three habits get you to the top of the band. Run a thin, even coat of release agent before every pour, never diesel, which dissolves phenolic film and kills the panel early. Strip with a wedge rather than a crowbar so the arrises survive. Re-seal cut edges between pours, because the edge is where water gets in. The detail on agents and stripping sits in our form release agent and stripping guide.
Common issues
Three problems show up on beam forms, and most trace back to the site rather than the mill. Arris damage usually means the form was stripped hard or dropped on a corner. Edge swelling may indicate an unsealed cut edge that drank water between pours, so check the edge sealing and the storage first. Bowing across the side panel often points to ties spaced too wide for the pour rate. None of these is a manufacturing defect by default, and the fix is almost always in the layout and the handling.
Sourcing checklist
| Specification | What to ask for |
|---|---|
| Adhesive class | EN 314 Class 3 for repeat or fair-face beams; Class 2 for moderate runs |
| Thickness | 18 mm baseline; 21 mm for deep beams, wide bearer spacing, or fast pours |
| Edge sealing | Factory-applied moisture-blocking edge paint on the soffit and sides |
| Face film | Phenolic film for fair-face beam soffits |
| US market | CARB P2 / TSCA Title VI certificate per shipment |
| EU / UK market | CE marking (EN 13986), FSC or PEFC where the buyer requires |
About Vinawood
Vinawood has manufactured plywood in Vietnam since 1992, shipping more than 5,000 containers a year to 55+ countries. The film-faced forming range covers EN 636-2 (Form Basic, Form Extra, Eco Form, Consply) and EN 636-3 (Pro Form, HDO range), with ISO 9001 quality management, CE marking under EN 13986, and CARB P2 / TSCA Title VI compliance for the United States. For beam soffits and sides, lead with Pro Form on fair-face and high-repeat work, and Form Extra on moderate runs. The full range sits in the film-faced plywood collection; for the supporting falsework, see the H20 timber beam guide. Send us the beam programme and the finish class and we'll quote the right panel factory-direct.
Category
how-to